Máquinas de ensayos BCT (Box Compression Tester)
La resistencia de los empaques de cartón corrugado se analiza con distintos métodos, uno de ellos es el BCT. Un ensayo que permite conocer la resistencia a la compresión de cualquier tipo de empaque. Incluso los que nos son de cartón corrugado.
En la industria, el empaque de los productos es fundamental para su distribución y transporte. Un buen empaque permite al producto llegar a su destino sin daños aún en condiciones adversas de transporte. Por ello, continuamente se hacen mejoras en los procesos de producción tanto del cartón como de los empaques mismos.
Con la creciente demanda de productos en todo el mundo, varios sectores de la industria se ven presionados. Las empresas de logística, transporte aéreo, transporte terrestre, fabricantes de empacadoras automáticas, fabricantes de pegamentos, etc.
Ante esta vorágine de productos la probabilidad de que ocurra un error en toda la cadena desde la producción hasta el cliente final es alta. Para disminuir esta probabilidad los fabricantes de empaques de cartón corrugado realizan diversos ensayos en cada etapa de la producción. Desde analizar las materias primas, hasta el control de calidad justo antes de que el producto salga de la planta.
Para el cartón corrugado los ensayos más frecuentes e importantes son el ECT (Edge compression Test) y BCT (Box Compression Test). Estos ensayos miden respectivamente la resistencia del cartón y de las cajas armadas.
Prueba de BCT
La prueba de BCT consiste en tomar una caja recién fabricada, armarla y someterla a compresión de manera uniforme hasta que esta ceda. Es importante destacar el hecho de que debe estar recién fabricada. La caja no debe venir de ningún almacén ni haber estado en un ambiente no controlado por un tiempo prolongado. Esto debido a que el cartón absorbe la humedad. Y la humedad afecta la resistencia del cartón en sí y por lo tanto también de la caja completa.
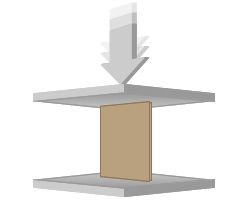
La caja se somete a presión uniforme. Esto significa que la fuerza es aplicada de forma exactamente perpendicular a las caras de la caja. La forma de lograr esto es colocar la caja entre dos planchas de metal (platinas) paralelas. Durante la prueba una de ellas permanece fija y la otra empieza a moverse a velocidad constante. Mientras esto ocurre se mide la fuerza que resiste la caja. Eventualmente esta fuerza dejará de incrementar y caerá drásticamente por un momento.
Ese punto se conoce como punto de cedencia. Y representa la carga máxima que la caja puede soportar antes de colapsar. Por esto es tan importante la prueba de BCT. Nos dice que tanto es capaz de resistir un empaque de cartón corrugado.
De acuerdo a la resistencia del cartón y el número de flautas u ondulaciones que tenga el corrugado, la resistencia de la caja puede variar. Por esta razón existen equipos de pruebas de BCT de diversas capacidades y tamaños.
Factores importantes en una caja de cartón corrugado.

El corrugado es una fibra de papel grueso ondulado. Cada capa de estas ondulaciones se conoce flautas o simplemente corrugado. Este cartón ondulado se coloca entre capas lisas del mismo material a manera de sándwich. Cuando se utilizan dos o tres segmentos de cartón ondulado se le llama doble o triple corrugado respectivamente.
A mayor número de flautas o corrugado, mayor resistencia tendrá el producto. Aunque también será más pesado, caro y difícil de manipular.
Para cajas pequeñas de corrugado sencillo una máquina de BCT pequeña podrá arrojar datos confiables sin mayor problema. Sin embargo, para cajas con doble o triple corrugado los BCT deben estar cuidadosamente diseñadas debido a que las fuerzas que pueden soportar estas cajas son considerablemente elevadas. Y con elevadas hablamos de superar con facilidad las 2500 lbf.
Frecuentemente la humedad no es considerada durante estos ensayos. Generalmente solo se toma la lectura de la humedad en el laboratorio. En algunos casos se corta un pedazo de la caja para determinar la cantidad de humedad que absorbió.
Pero lo importante es saber las condiciones de humedad y temperatura bajo las que se realizó la prueba. No la lectura que da un sensor ubicado en la pared del laboratorio, ni del sensor a 100 m de la máquina de BCT. Idealmente debemos conocer la humedad EN el BCT.
Pocos equipos incluyen esa lectura por considerarla innecesaria. Esto es porque las variaciones que existen en la resistencia de la caja debido a las desviaciones de las lecturas de humedad en el laboratorio no son significativas para algunos fabricantes. Sin embargo, existe. No por tratarse de una caja que te permita evaluarla como “buena” arriba de cierto umbral significa que deban ser descartados los datos de humedad y temperatura.
Pruebas de BCT en condiciones reales.
El valor de resistencia de una caja, puede ser calculado con facilidad utilizando la fórmula de McKee, la cual utiliza el valor de la prueba de ECT. Pero esto sería solo un cálculo teórico. No significa que la caja producida tenga estas características. Hay muchos factores que interfieren en el proceso de producción: humedad, velocidad, vapor, pegamento, fricción en los transportadores, etc.
Por ello la prueba de BCT debe ser realizada cuando el producto está totalmente terminado.
El problema es que, a diferencia de lo que uno podría pensar, las pruebas de BCT no siempre son realizadas conforme a los estándares y normas necesarios. Incluso cuando hablamos de grandes cartoneras. Depende de la planta, no tanto del nombre de la empresa. Es frecuente encontrar máquinas para pruebas de compresión que tienen vibraciones o no tienen las platinas completamente paralelas. ¿Por qué? Porque es barato ahorrarse los servicios sobre equipos tan críticos. Ni si quiera se puede pensar en tener dos equipos para tener uno de respaldo mientras uno está en servicios. La razón es la misma: es barato.
Es por ello que la industria cartonera, al menos en México, apuesta por el volumen. Es decir, por producir más. Mientras mayor sea la producción, los errores “se notan menos”. Que importan tres lotes rechazados si se alcanzó la meta de ventas, ¿cierto?
Además las pruebas de compresión mal realizadas por fallas mecánicas en las máquinas o en las interfaces de operación, no siempre representan un problema para el producto. Supongamos que una caja debe soportar al menos 650 lbf, y las pruebas de BCT oscilan entre 720- 800 lbf. De pronto, el mismo producto comienza a arrojar resultados en el rango de 680-750 lbf. ¿Quién crees que va a poner atención a esto? Nadie.
¿Qué soluciones tiene la industria del cartón corrugado?
Vayamos al grano. Si un equipo no funciona, se desecha, se busca uno de otra planta de la misma empresa o se compra uno chino a precios exageradamente bajos. La industria cartonera mexicana apuesta por lo barato. No por equipos de calidad. Eso es una realidad.
Podrían reparar los equipos, podrían darle servicio con regularidad, podrían comprar equipos nuevos que les duren muchos años o pueden comprar equipos de origen asiático que cuestan 10 veces menos y duran solo un año (algunos dos y medio). Por supuesto, esta última es la opción preferida. Tan es así que hemos sabido de varios casos que compran dos equipos, simplemente porque son baratos, no porque los necesiten.
En una empresa compraron tres crush tester para pruebas de ECT, uno falló a los tres meses. No les importó porque tenían más. Un año después falló el segundo equipo. Pasaron seis meses usando el tercero y falló. La solución que esa empresa dio fue comprar otros dos equipos chinos y uno mexicano con accesorios de dudosa calidad. De hecho los accesorios que usaban provocaban resultados distintos en sus pruebas de ECT, con respecto a accesorios originales o fabricados bajo los requerimientos adecuados.
¿Qué es lo que buscas? ¿Qué es lo que tu empresa busca?
Si la respuesta es calidad y eficiencia estás en el lugar correcto. Cuando se descuidan las pruebas de BCT o el manejo del producto hacia la línea de empaque, es frecuente que el problema se presente cuando el producto, ya empacado, llega a su destino. Y por supuesto culpan a la empresa de transporte en caso de daños y hacen válido el seguro (cuando aplica). Ese dinero que se pierde por descuidos podría estar en tu bolsa, en las cuentas de tu empresa.
Claro, te podrás estar preguntando, ¿cómo es posible que esto pase si las cartoneras tienen todas las certificaciones correspondientes? Es correcto, las tienen, y muchas implementan en las plantas metodologías como Six Sigma, Kaizen y las 5s. Sin embargo, en México, el sello o el pizarrón que muestra los resultados de estas metodologías no significa que se cumplan de manera efectiva. Sí son malas prácticas y no es exclusivo del sector cartonero.
Entonces, ¿Qué hacemos? Primero que nada, preguntarte si realmente quieres realizar apropiadamente las pruebas de tus cajas y cartón. Si es así, no existirán pretextos como: “Los jefes no quieren invertir”, “es que hay crisis”, “no hay presupuesto”, “para el siguiente año a ver si se hace”, “ya no alcanzó”, “ya les dije a los jefes pero no hacen nada”, etc. Encontrarán, tú y la empresa, la manera de invertir en equipos que operen de acuerdo a las normas y necesidades particulares de la planta. Mejor aún, no encontrarán pretextos para no seguir sus procedimientos de mejora continua.
¿Que opciones hay?
Teniendo esa mentalidad, ahora veamos las opciones reales. Tal vez destinar presupuesto para importar de estados unidos dos máquinas nuevas no es viable. Mucho menos esperar medio año en que la máquina llegue y otros dos meses en que se instale y se ponga en marcha.
Afortunadamente las máquinas para pruebas de compresión BCT se pueden fabricar en México con la misma o mayor calidad que las de cualquier parte del mundo. Pero antes de pensar en equipo nuevo, preguntémonos si de verdad necesitamos cambiar el equipo. La mayoría de los BCT son mecánicamente robustos, solo les hace falta mantenimiento y algunas ocasiones reemplazar un par de piezas. Lo que les da vida es el sistema de control. Este sistema puede cambiarse y utilizar tecnología actual y flexible. Es decir, el control funcionará muchos años y además puede modificarse para tener exactamente las características que la planta busca.
Por ejemplo, los equipos normales entregan los valores del punto de cedencia y es todo. El personal debe realizar cálculos posteriores, ya sea de estadística, imprimir los resultados, copiarlos en una hoja de Excel, etc. Esto no tiene porque ser así. La tecnología actual permite que los equipos lo hagan sin siquiera tener un escritorio con una computadora al lado.
Moderniza tu BCT (Box Compression Tester)
Piensa en tu procedimiento ideal para realizar este ensayo. ¿Qué necesitas obtener de la máquina? Sé concreto y objetivo en las características que necesitas y el procedimiento para realizar la prueba. No importa que algunas cosas te suenen descabelladas, anótalas.
Con esa información y si tu equipo actual tiene todas sus piezas, es posible modernizarlo y que opere exactamente como tú quieres. Con una interfaz táctil, una operación ágil y gran parte del trabajo pesado totalmente automatizado.
Y si no cuentas con un equipo, pide que se te fabrique uno con esas características. La ventaja de esto es que puede obtener un equipo hecho a medida, con soporte local y que puede recibir modificaciones posteriores si así se requiere. Si acude a la empresa que le vendió su equipo actual y le solicita una interfaz intuitiva, ¿Qué cree que le responda?
Para resolver sus dudas, obtener una cotización y recibir atención personalizada haga clic en el siguiente botón.
Gracias por leer. Déjanos abajo tus comentarios o comunícate con nosotros a través de la página de contacto.
Construyamos soluciones juntos